- Макс. температура сопла: 500 С°
- Область печати: 300х250х210 мм
- Кол-во печатающих головок: 2
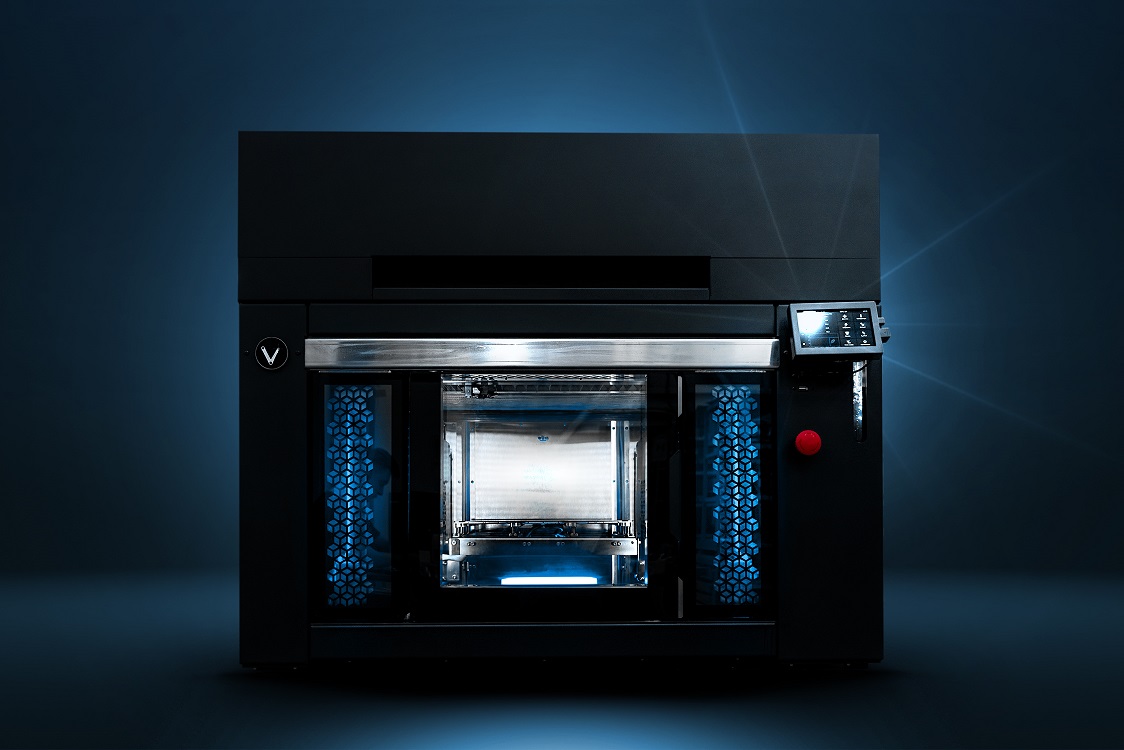
3D принтер VOLGOBOT А4 PRO - промышленная аддитивная установка серии A PRO от российского производителя Volgobot. Модель предназначена для использования на производственных предприятиях и специализируется на печати функциональных деталей из разнообразных термопластичных полимеров. Область построения составляет 300х250х210 мм

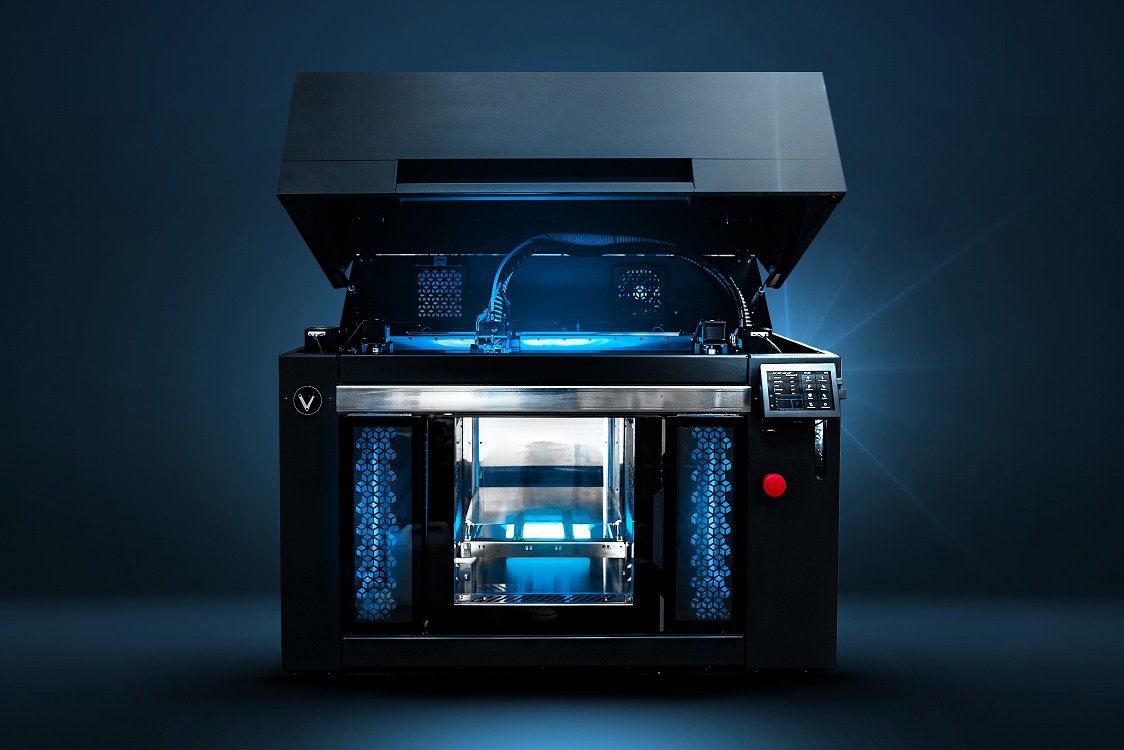
Верхняя часть корпуса оснащена подъёмной цельной крышкой на газовых амортизаторах, которая обеспечивает полный доступ к механизмам устройства. На передней панели расположен большой красный аварийный выключатель, а для стандартного отключения питания есть кулачковый переключатель на левой боковой стороне. Внутри дверцы, за закалённым стеклом, находится светодиодная лента с активной вентиляцией, которая освещает термокамеру белым светом (6000 К) и предотвращает перегрев

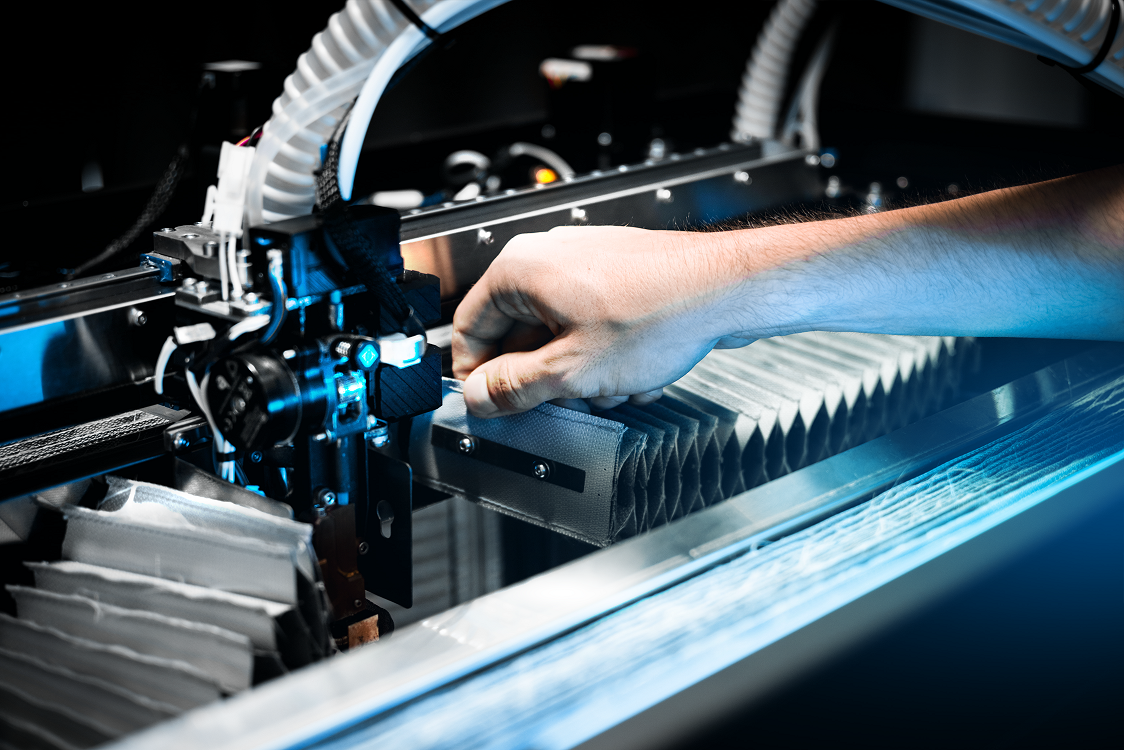
Принтер состоит из модульных компонентов, которые легко демонтируются и заменяются. Кроме того, были усовершенствованы сложные компоненты, такие как экструдер, сушилка и система управления. Это позволяет отправлять модули на ремонт и получать их замену без простоев. В случае возникновения проблем с системой управления достаточно открутить пять винтов, отсоединить коннекторы и отправить узел производителю. Компания Volgobot либо предоставит запасную деталь, либо устранит неполадку на тестовом оборудовании и вернёт исправную часть. Для доступа к экструдерам используются быстросъёмные теплоизоляторы, которые обеспечивают надёжную защиту термокамеры. Чтобы получить доступ к экструдерам, нужно поднять гармошку вверх и потянуть её на себя.

Главное отличие этой модели от предыдущих — полностью съёмный монитор. Он расположен в передней части корпуса, что удобно для людей среднего роста. Благодаря шарниру, можно регулировать угол наклона монитора. Подключение происходит через два кабеля: USB Type C и HDMI. При необходимости монитор легко снимается и используется отдельно.

Volgobot использует унифицированные нагревательные элементы и рабочие столы, что упрощает обслуживание и хранение запасных частей. Благодаря модульной конструкции, все элементы легко снимаются и заменяются, обеспечивая удобство технического обслуживания. Доступ к механике осуществляется через верхнюю часть принтера со снятой крышкой или через декоративные панели. Крышка блока электроники также является съёмной. Состояние оборудования отображается цветовой индикацией на боковых панелях, что позволяет оператору быстро определить возможные проблемы и принять меры.

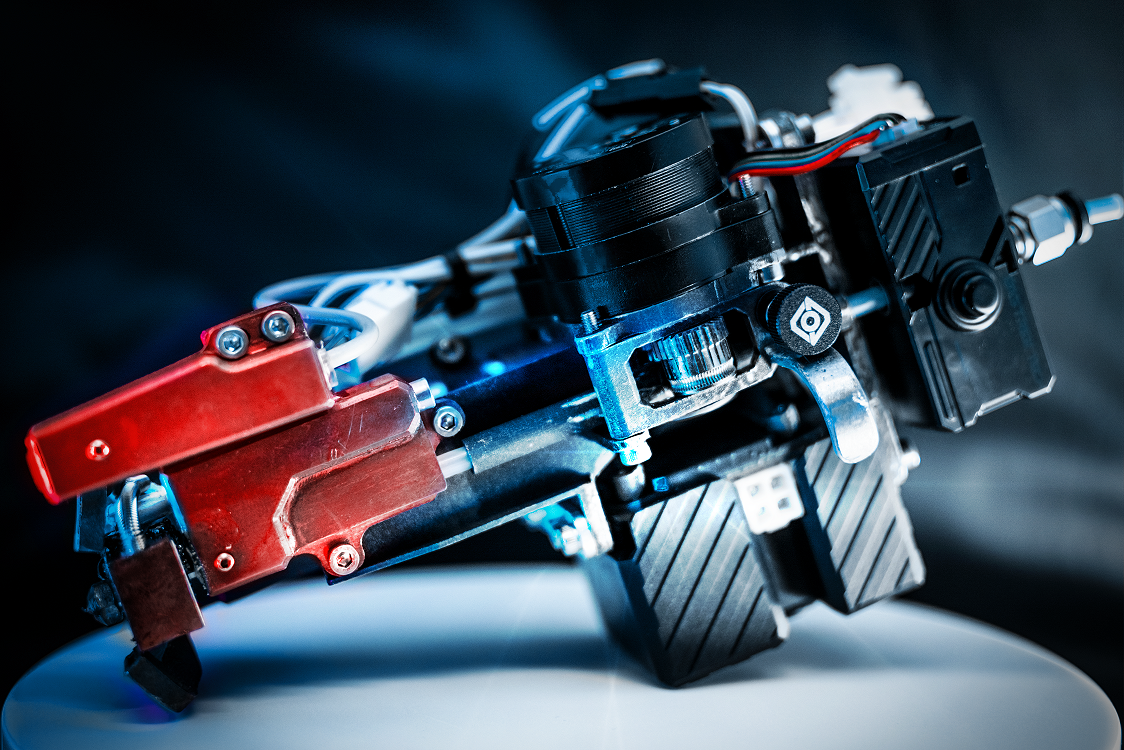
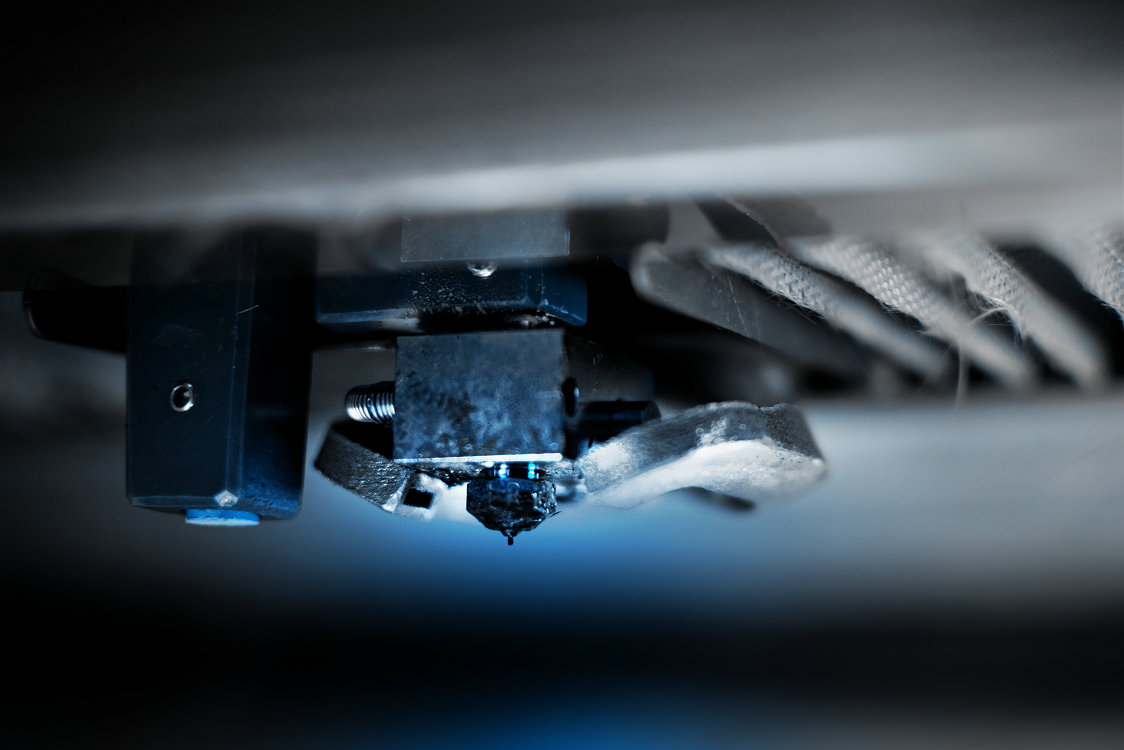
Часть деталей экструдера изготовлена методом селективного лазерного спекания из нержавеющей стали. Этот материал обеспечивает необходимую жёсткость и лёгкость конструкции, что особенно важно при удалении печатающей головки от направляющих благодаря использованию теплоизолирующих элементов. Низкая теплопроводность нержавеющей стали предотвращает перегрев ключевых компонентов экструдера.

Volgobot выбрал стандартные печатающие головки e3d v6 и e3d volcano, но также предусмотрена установка альтернативных вариантов. E3D v6 подходит для сопел диаметром 0,3–0,4 мм, а e3d volcano — для сопел диаметром 0,5–0,8 мм.
Важно учесть, что e3d v6 может не подходить для высокоскоростной печати. Эти головки доступны в версиях для работы при низких и высоких температурах.

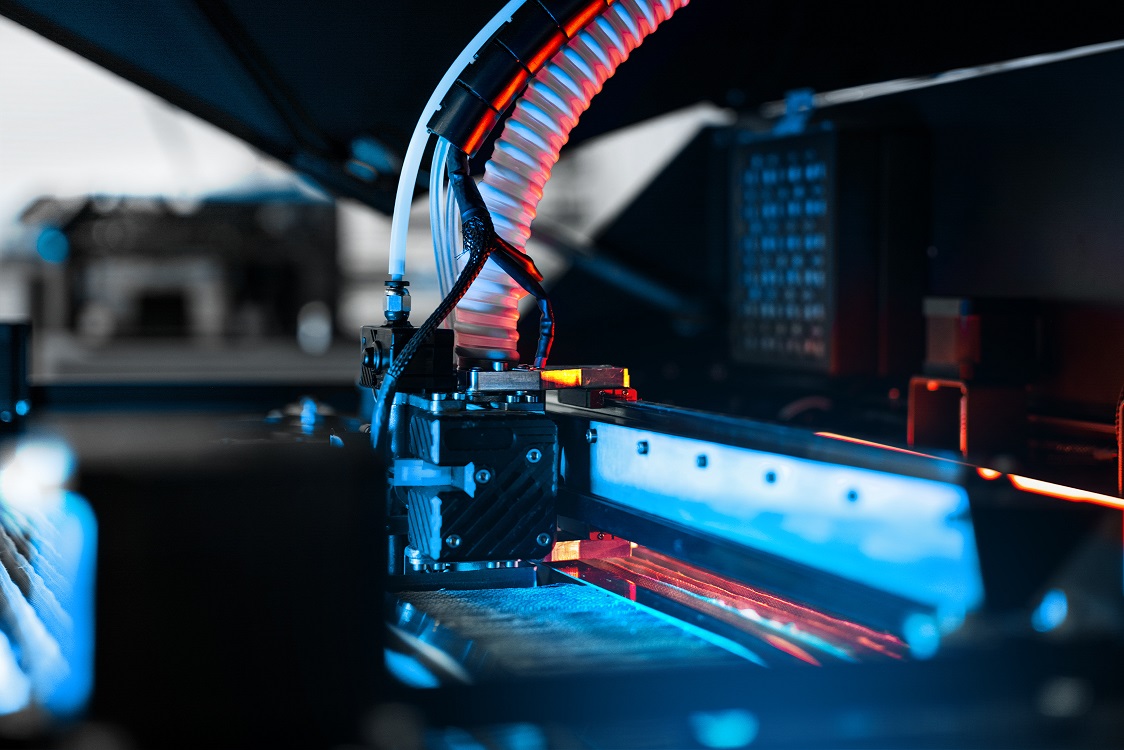
Компания Volgobot сотрудничает с поставщиком Trianglelab и применяет водяное охлаждение термобарьеров, что позволяет использовать разные типы филаментов. В новой серии предусмотрена автоматическая калибровка с помощью индуктивного датчика, который зарекомендовал себя как надёжное решение. Чтобы уменьшить температурные колебания и защитить от перегрева, датчик размещён в теплообменнике с жидкостным охлаждением.

Датчик BTT SFS V2.0 от BigTreeTech определяет наличие и застревание филамента, сравнивая фактическое и ожидаемое расстояния, пройденные нитью. Если разница превышает 2,8 мм, возникает ошибка и принтер останавливается, позволяя заменить филамент или прочистить сопло.
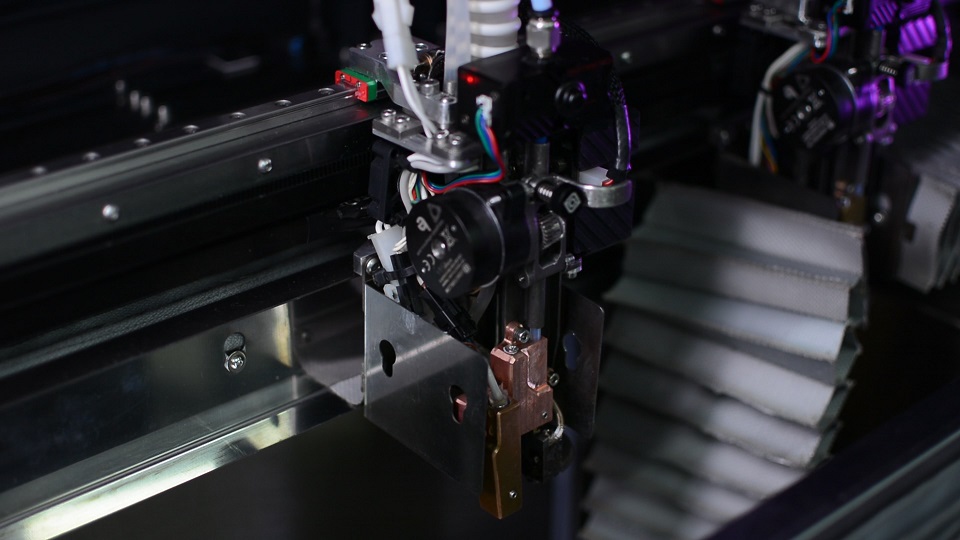
Фидер основан на компонентах Orbiter и оснащён шаговым двигателем и планетарным редуктором, которые обеспечивают достаточную силу и производительность на высоких скоростях. Прижим прутка регулируется с помощью барашка и пружины, что позволяет адаптировать фидер к любому типу филамента. Подающие колёса фидера имеют насечки и зубчатое сцепление для синхронизации усилий, обеспечивая равномерную подачу нити с обеих сторон.

В новой серии оборудования для охлаждения моделей используются мощные турбины, расположенные на раме возле каждого экструдера. Воздух подаётся к экструдеру через шланг. Для обдува модели применяется сложная металлическая форсунка, созданная с помощью технологии SLM. Это решение является эффективным, поскольку температура в термокамере достигает 250 °C, и применение полимеров в этой среде нецелесообразно, а фрезерованные форсунки обычно не обеспечивают достаточной эффективности.
Такой подход позволяет создавать детализированные модели с использованием различных материалов, включая легкоплавкие, например WAX3D или PLA, и высокотемпературные, такие как PEEK или Ultem.

Отжиг позволяет нагреть воздух до 450 °C, что особенно полезно при работе с тугоплавкими материалами. Даже небольшое количество холодного воздуха может негативно повлиять на печать с использованием PEEK, PSU, PEI и Ultem, вызывая деформацию модели и ухудшение прочности. Однако благодаря системе отжига можно настроить оптимальные условия, близкие к температуре стеклования. Это помогает сохранить форму изделия и его механические свойства, обеспечивая высокую детализацию.
Новая линейка предлагает автоматическую очистку сопел. Перед началом печати неактивная печатающая головка перемещается к месту очистки, где экструдер выдавливает материал на несколько миллиметров, после чего трёт кончик сопла о металлическую щётку и возвращается к укладке материала. Для сбора излишков материала предусмотрены съёмные контейнеры объёмом примерно на сутки для двухэкструдерной печати. Они устанавливаются с помощью системы быстрого съёма.

В 3D-принтерах серии A_PRO используется кинематическая схема IDEX (CoreXYU), которая позволяет печатать одну деталь из двух материалов или двумя экструдерами синхронно, что удваивает производительность. Эта кинематика обладает рядом преимуществ для 3D-печати. Она работает как портал с двумя независимыми экструдерами, позволяя создавать несколько деталей одновременно. Рабочая зона принтера А3 разделяется на две зоны размером A4, где можно печатать две одинаковые или зеркальные детали. Ширина рабочей области уменьшается на размер экструдера в зеркальном режиме. Благодаря жёсткому креплению сопел и отсутствию системы подъёма печатающих головок, кинематика IDEX обеспечивает стабильную и качественную печать двумя экструдерами. В неактивном состоянии сопла закрыты, что предотвращает утечку пластика.

Новая серия 3D-принтеров отличается улучшенной фиксацией нагревательной платформы. Вместо консольного крепления в двух точках, платформа фиксируется в четырёх углах, что значительно повышает жёсткость конструкции и стабильность толщины слоёв. Это помогает избежать проблем с качеством печати и автокалибровкой, связанных с люфтом консольного крепления.
В новой серии используются цилиндрические направляющие, обеспечивающие большую жёсткость. Их концы обрабатываются на токарном станке для обеспечения перпендикулярности закрепления к плоскости привода XYU, что исключает необходимость выравнивания направляющих.
Кроме того, реализована функция независимой парковки приводов Z, позволяющая каждому углу устанавливать ноль отдельно. Это решает проблему соскальзывания синхронизирующего ремня и автоматически выравнивает положение нагревательной платформы относительно рамы при каждой независимой парковке.

Чтобы повысить эффективность работы оборудования, используются два блока питания с разным уровнем напряжения. Насосы, вентиляторы, турбины и контроллеры получают питание 24 В, а двигатели работают от 48 В. Это повышает производительность шаговых двигателей, так как они развивают больший крутящий момент при более высоком напряжении.
В силовой цепи есть прерыватель, который полностью обесточивает устройство при аварийной остановке. Однако это может негативно повлиять на операционную систему. Также в цепи есть дифференциальный автомат, который обесточивает устройство при обнаружении утечки тока. По желанию заказчика можно установить электросчётчик и счётчик отработанных часов, что будет полезно для расчётов окупаемости и планирования технического обслуживания.

Система водяного охлаждения
В этой линейке 3D-принтеров используется система жидкостного охлаждения с дистиллированной водой и медными теплообменниками для эффективного охлаждения печатающей головки. Это позволяет работать с различными материалами и обеспечивает стабильность печати. доливка воды осуществляется через передний правый угол при открытой верхней крышке. Для контроля уровня воды установлен датчик.

Термокамера
Для получения прочных, качественных и точных трёхмерных печатных деталей необходимо поддерживать температуру в печатной камере, близкую к температуре стеклования полимера. При правильной настройке можно достичь 11-го квалитета точности и прочности поперёк слоёв около 80 % от литых деталей. Максимальная температура термокамеры составляет 250 °C, что подходит для всех типов филаментов. Модуль печки легко снимается и обслуживается. Для этого нужно открутить 8 винтов и сдвинуть его внутрь камеры. В качестве утеплителя используется минеральная вата толщиной 5–7 сантиметров, что обеспечивает энергоэффективность.

Для обеспечения ровности рабочей платформы при температурных перепадах до 250 °C компания Volgobot решила компенсировать деформации на основе FEM-расчётов. Это помогает избежать проблем, связанных с тепловым расширением, и не увеличивает массу принтера.

Контроллер состоит из микрокомпьютера BigTreeTech Cb1 и платы BigTreeTech Manta m8p. Для оси Z используются драйверы TMC2209, которые обеспечивают бесшумную работу и управление через UART. Для осей X и Y используются драйверы TMC5160PRO, совместимые с шаговыми двигателями NEMA23 и поддерживающие напряжение 48 В.

Электроника
Программное обеспечение принтера использует прошивку Klipper. Управление осуществляется через сенсорный монитор, приложение по локальной сети или слайсер. Поддерживаются Cura, PrusaSlicer и OrcaSlicer. Рабочие программы можно загружать через локальную сеть (Ethernet или Wi-Fi) или с помощью USB-флешки. Если на предприятии нет сетевого оборудования, второй вариант будет предпочтительнее.
Нововведением стала установка видеокамеры Full HD между двумя закалёнными стёклами в углу дверцы. Активный обдув предотвращает перегрев, а через Telegram-бота можно получать снимки текущего состояния печати и при необходимости отключить принтер.
Дополнительные возможности
Все модели серии А PRO оснащены функцией сушки филамента как дополнительной опцией. Полимеры впитывают влагу, что делает филамент непригодным для печати после нескольких часов хранения. Встроенный в принтер модуль сушки, расположенный справа, нагревается до 90 °C и эффективно удаляет влагу из большинства филаментов. Для этого используется контейнер с силикагелем, меняющим цвет при насыщении влагой, и отдельный контроллер для регулирования уровня нагрева и влажности. Новая система крепления катушки филамента предотвращает её разматывание и образование узлов.

Конструкция держателя катушки состоит из трёх вращающихся роликов: одного фиксированного и двух подвижных. Благодаря этому обеспечивается надёжное удержание катушки любого диаметра. Можно установить одну катушку весом 3 кг или две по 1 кг. При этом филамент не перегибается и не разматывается.

3D-принтеры можно разместить на столе, верстаке или специальной тумбе. Внутри тумбы находятся источник бесперебойного питания и ящик для инструментов. Колёсные опоры имеют стопоры для фиксации оборудования. Время работы источника бесперебойного питания зависит от режима печати. При включённой термокамере энергии хватает на полчаса. В бюджетных моделях есть функция запоминания позиции при отключении питания, которая позволяет продолжить печать. Но при высокотемпературной печати эта функция бесполезна, потому что модель быстро остывает, деформируется и отлипает от платформы.
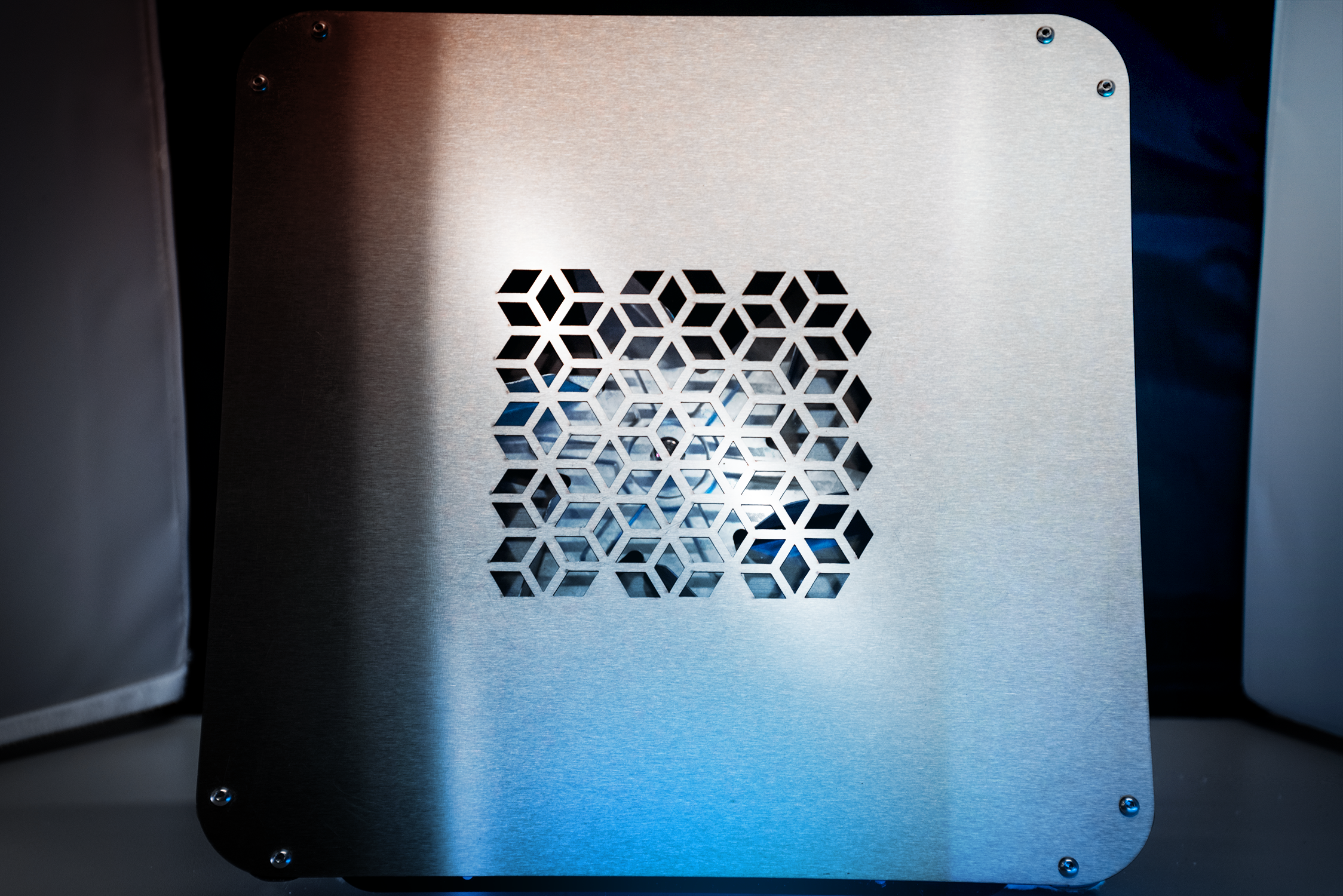
В новой линейке улучшена система очистки воздуха. Два вентилятора диаметром 120 мм обеспечивают циркуляцию воздуха в верхней части принтера. Один вентилятор нагнетает воздух, другой — выпускает. На выпускном вентиляторе установлен HEPA-фильтр, который эффективно очищает выходящий воздух от микрочастиц пластика и примесей. Рекомендуется подключить 3D-принтер к системе вентиляции помещения вместо использования фильтрации. На задней панели есть разъём для подключения гофрированной металлической трубы диаметром 120 мм.
Примеры печати:



Cферы применения:
- Машиностроение: производство мелких серий функциональных деталей.
- Ремонтные мастерские: быстрое изготовление запасных частей.
-
Конструкторские бюро: создание прототипов и макетов.
-
Аэрокосмическая отрасль: печать деталей, стойких к различным излучениям и нагрузкам.
-
Медицина: печать биосовместимых деталей.